Минуло де уж несколько недель с последнего поста о настоящем Принтрботе, но время это даром не прошло.
За время это произвольный сбой в печати был нещадно побежден, апгрейд прутка бобины произвЕден и несколько изделий для души.
И с новой силой за перо…
В предыдущих частях мы практически собрали наш 3D-принтер (Часть 1) и вплотную подошли к его калибровке (Часть 2).
Вот прямо с нее то сейчас и начну. А там, Бог даст, и испытать успеем, а то четверную часть Боливар уже не вынесет…
Хотя, можно было бы еще немного поговорить о нюансах сборки, но оглядев критическим взглядом предыдущий материал, могу с уверенностью сказать, что большинство действительно важных моментов уже было освещено. Все же остальное вполне укладывается в модель: "Не жалейте клея!" Возможно, в процессе третьей части всплывет что-то еще, посмотрим…
И так, к калибровке, прошу.
Мое, родное!))
Рабочий стол
Вот так прямо и начнем с рабочего стола.
Рабочий стол у Принтер бота - правильный!
Вообще, рабочий стол у бытового 3D-принтера должен быть подпружинен. Т.е. должен иметь некоторый ход вниз по оси Z.
Зачем? А как раз для того, чтобы процесс калибровки по оси Z не превращался для вас в периодическую мигрень. Дело в том, что из каких бы материалов не был создан бытовой 3D-принтер - стол будет "плавать", перекашиваться и всяко разно смещаться относительно положенного места. Речь идет о десятых долях миллиметра, но это именно те доли, которые отвечают за качество прилипания основы модели к столу и качество нижней поверхности, особенно ее граней и граней отверстий в ней, если таковые имеются.
Т.е. аж за два основных параметра!
- Если деталь плохо прилипнет к столу, то в какой то момент она оторвется и обратно ее уже будет не приклеить. Придется начинать процесс печати заново.
- С дном и гранями дело обстоит следующим образом. Как вы знаете, печать пластиком ABS требует подогрева стола, иначе вообще ничего не прилипнет. Более того, как показывает практика, печать тонкостенных, "ажурных" или миниатюрных конструкций пластиком PLA без подогрева стола тоже невозможно - отлипнет в самый эротичный момент.
Например, напечатать подобную ракету с трехпалым основанием без горячего стола вряд ли удастся, даже с подогревом мне пришлось добавить ребра жесткости и полумиллиметровое кольцо в основании, для увеличения площади контакта.
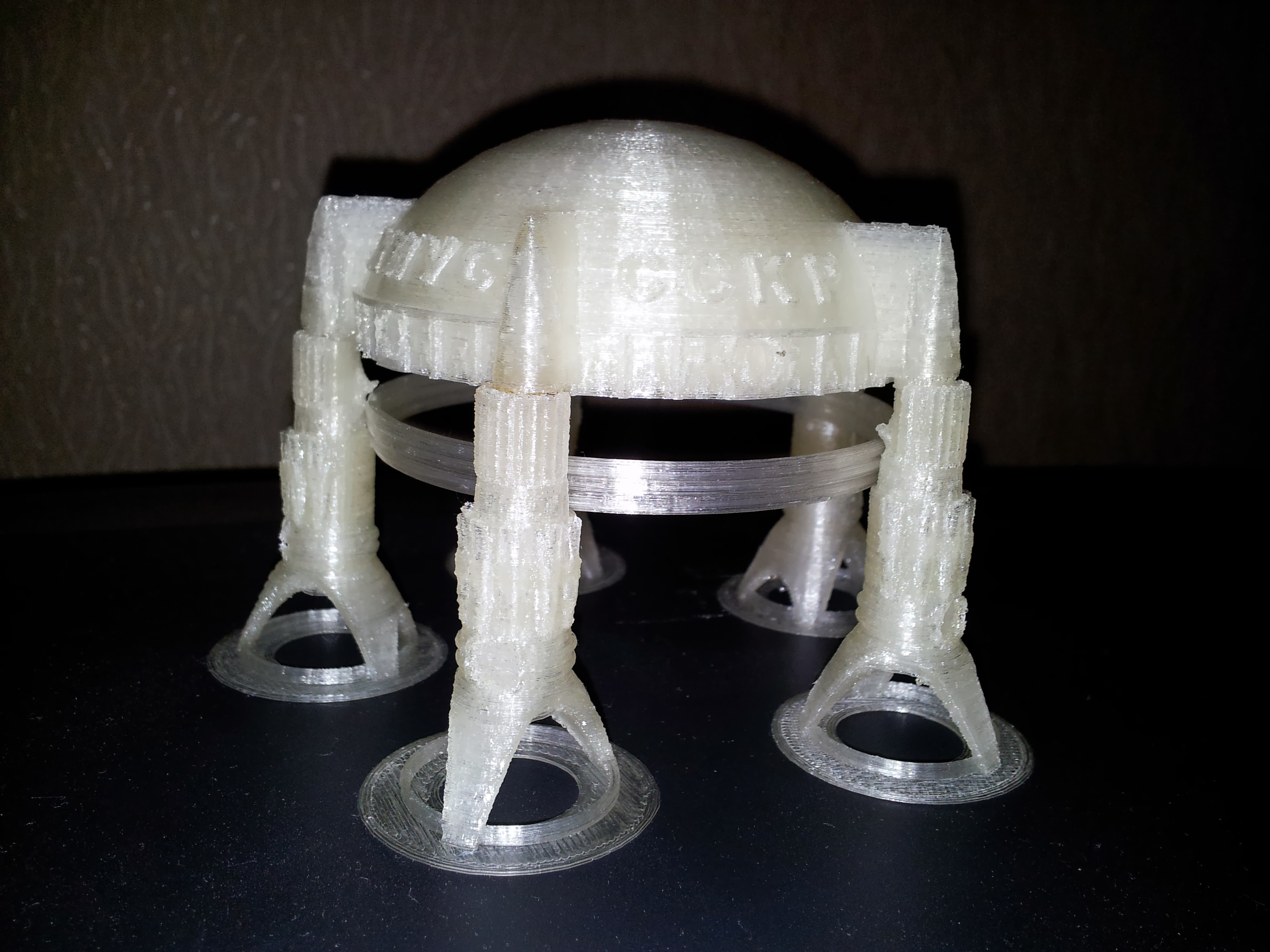
Хиус. Первый советский фотонный планетолет, который под командованием Анатолия Борисовича Ермакова в сентябре 1991г. впервые совершил удачную посадку на планету Венера и доставил советскую научную экспедицию в район Урановой Голконды. Это был первый космический полет Алексея Быкова, "специалиста по пустыням". Также в экспедицию входили геолог Григорий Дауге, пилот Богдан Спицын, штурман Михаил Крутиков и геолог Владимир Юрковский. Спицын и Ермаков погибли.
В память о погибших, в пятидесяти километрах к югу от Голконды, у отрогов хребта, в центре, теперь уже города, установлен памятник - танк-транспортер "Мальчик". Его нашли, вырезали из почвы и так, вместе с оплавившимся камнем, поставили на пластметалловый фундамент. На броне вырезали короткую надпись: "Первым". Это памятник Анатолию Ермакову, Богдану Спицыну, Тахмасибу Мехти, его товарищам. (С)
Невозможным будет и напечатать на холодном столе вал или ось малого диаметра в положении лежа, т.е. когда поверхности стола касается только одна нить первого слоя.
Кстати
По этой же причине тем, кто уже заказал Printrbot Simple, рекомендую попробовать отменить заказ и взять вновь появившийся в продаже Printrbot Jr V2 (доступен как в сборе так и в виде Kit'a). У него уже есть горячий стол в комплекте, у Simple - нет, и нет возможности проапгрейдить.
Но и у горячего стола есть свой нюанс.
Нюанс
На горячем столе первый нижний слой в процессе печати подплавляется и немного растекается. Можно конечно минимизировать этот эффект, уменьшив температуру нагрева стола, но тогда качество сцепления падает. Нужно выбирать компромисс. Многое зависит от состава и качества прутка и от тарировки датчика температуры). Для моего прутка PLA (купленном в принтерботе вместе с принтером) компромиссом является 60С. Если больше - то дно плавится и растекается слишком сильно, если меньше - может отлипнуть на сложных конструкциях и с основанием малой площади. Но в любом случае подплавление будет, и первый слой (или несколько первых слоев - зависит от их толщины) будет немного вылезать к концу печати за границы модели. Пр этом грань этого слоя подобна бритве - очень острая, и если вы печатаете деталь, которую потом нужно будет куда-то закручивать, пробку, например, то вероятность порезаться крайне велика.
Полезное
Для минимизации данного эффекта необходимо обязательно добавлять к нижней части 3D-модели фаску, хотя бы полмиллиметра. А лучше вообще придерживаться правила, при проектировании 3D-моделей - добавлять фаску везде, где поверхности пересекаются под прямым или острыми углами и будут иметь контакты с телом. Это правило хорошего тона, восходит оно к безопасности и ГОСТ'ам, просто следуйте ему.
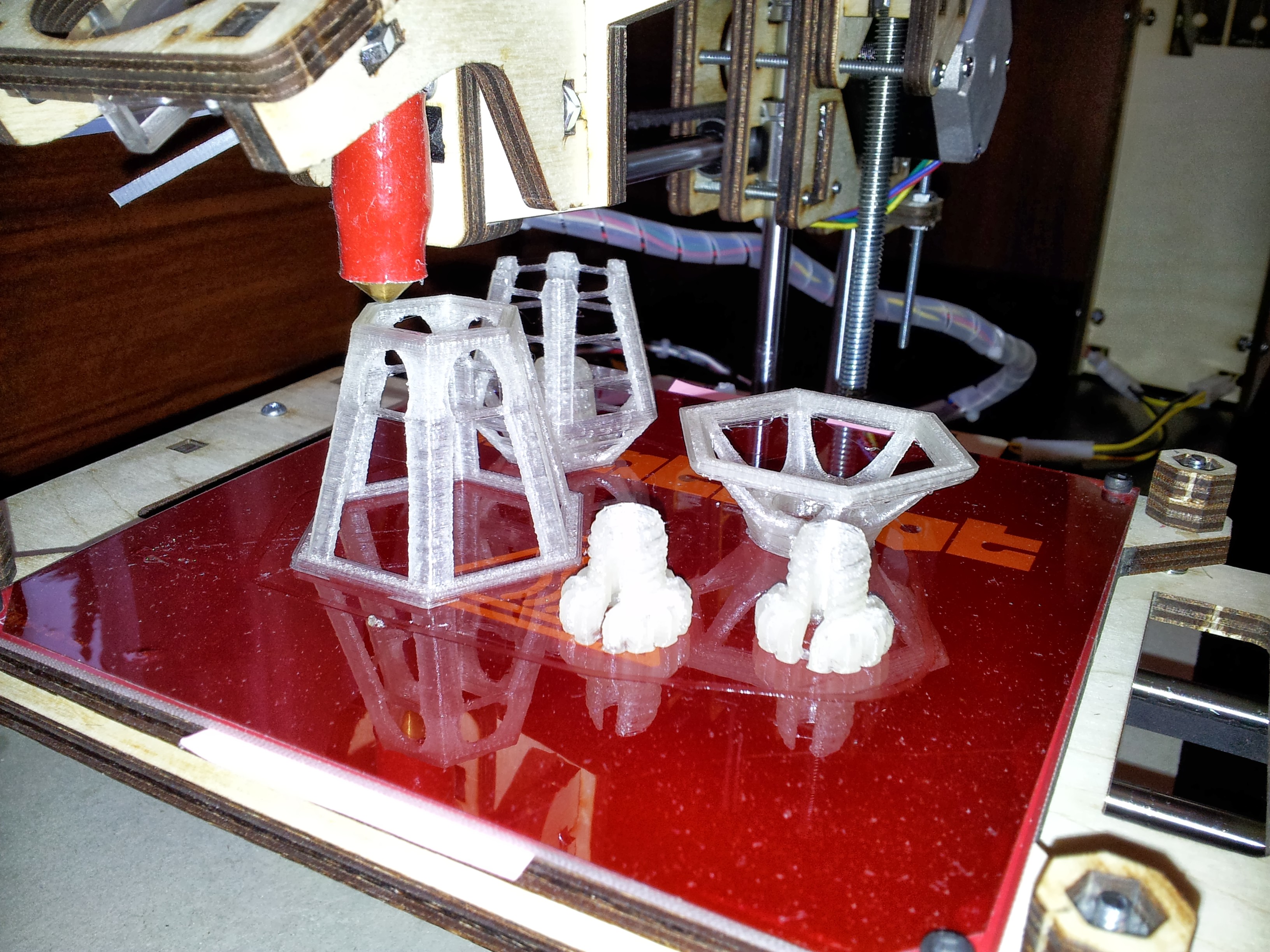
Новогодний фонарик. На передней детали видно, что даже на горячем столе основание по углам начинает отслаиваться. На фанерном столе Simpl'a такой канделябр выполнить, скорее всего, не удастся. Обратите внимание на пару небольших винтовых пробок справа. Шляпки, выполненные поначалу без фасок, больно и глубоко порезали руку при вкручивании. Выжил, отфасовал.
Но начали то мы с подпружинок!
Так вот, подпружиненный стол позволит вам избежать сразу три фола:
- Первый фол. Если по каким то причинам вы неправильно выставили минимальную высоту сопла над поверхностью стола,
- а оно должно быть 0.1 мм и выставляется следующим образом: берется лист обычной бумаги, его толщина как раз в районе 0.1 мм. Далее вы четырьмя деревянными гайками по углам стола настраиваете высоту сопла над столом в девяти точках - по четырем углам стола, по середине четырех сторон и посередине самого стола, так, чтобы лист плотно входил и выходил в зазор между соплом и поверхностью стола. И делается это только после того, как вы предварительно затянув деревянные гайки на пару оборотов (на глаз) приблизительно выставили концевой выключатель оси Z так, чтобы сопло выло в миллиметре от поверхности стола (на просвет).
или перекосили стол, и одна его часть поднялась, или сбили настройку регулировочного пальца для концевого выключателя оси Z… Короче, сделали какую-нибудь глупость, в результате которой стол, или его часть, поднялись больше чем нужно по паспорту, то при парковке печатающей головки она упрется в поверхность стола, а принтер будет мужественно пытаться "пробить" стол или порвать себя на британский флаг, в крайнем случае согнуть оси (а новые китайские шаговые моторы, я вам скажу, очень даже очень - доставляют). Так вот, подпружиненный стол аккуратно примет на себя сей неприятный момент и не позволит совершиться страшному. - Второй фол. Если по каким-то причинам стол и принтер выдержали напора друг друга и решили таки, что данное положение и есть парковочое, то в следующий момент принтер начнет печатать, и головка начнет бескомпромиссно царапать первый слой вашего наверняка выдающегося произведения. Фанерный стол вам такой дебют не простит, и система в целом перейдет в разряд граверов.
На столе с подогревом у вас, скорее всего, будет лежать каптон, по которому латунное сопло заскользит достаточно комфортно. Если ваш стол подпружинен, то на каптоне не останется даже царапин. - Третий фол, вытекающий из второго. Если движение таки началось, то через мгновение принтер начнет подавать пруток в экструдер. А если сопло было прижато к столу достаточно сильно, то расплавленный пластик пойдет не через закрытую дырочку 0.4 мм диаметром вниз, а между прутком и стенками экструдера вверх. И в этом случае подпружиненный стол гарантирует вам проход пластика именно через отверстие сопла вниз, поскольку давление в сопле будет много больше давления подпружиненного стола на сопло. А это в свою очередь гарантирует вам само начало процесса печати.
В дальнейшем, на втором-третьем слое, толщина слоев выравняется и печать пойдет с установленной толщиной слоя.
Вообще, в процессе эксплуатации вы скорее всего сначала один раз настроите концевой выключатель оси Z (который настраивается неудобно, поскольку то одна то другая контргайка на пальце то и дело откручивается в процессе калибровки), а затем выравняете стол (который весьма удобно регулируется вручную четырьмя винтами). Далее, для периодической тонкой подстройки вы будете пользоваться параметром слайсера Z-offset, которые позволяет учитывать при генерации G-кода положительные или отрицательные значения коррекции по оси Z.
По хорошему, поверхность стола, как любую другую поверхность, следует выравнивать по трем точкам, но на практике, четверная гайка не так мешает, как в теории, тем более, что стол на фанерной основе немного "играет" и натяг есть на всех четырех гайках почти всегда.
Но вот что следует сделать обязательно, так это посадить направляющие винты стола на клей со стороны контр-шайбы. 
Лучше использовать клей-пистолет, предварительно надавив на стол, чтобы шляпка с контр-гайкой отошли от ванеры. Это лишит винты подвижности (они достаточно свободно болтаются в отверстиях в фанере, над и к которой, собственно, ими и крепится сам стол с подогревом, который начинает болтаться вместе с ними) и предотвратит проворачивание винта на контр-шайбе при слабой затяжке (что буквально бесит, когда вы случайно задеваете деревянную настроечную гайку рукой, кода пытаетесь снять готовую деталь со стола или отчистить стол; приходится калибровать заново, если вы предварительно не нанесли на гайку и на стол контрольные риски и не заметили, провернулась ли гайка больше, чем на один оборот). Но сильно затягивать тоже не стоит, помните, стол должен иметь ход по оси Z, а пружины всего 10 мм длиной.
Лайфхак
Еще одним способом более точно выровнять стол деревянными гайками вручную является выравнивание по контуру. Перед началом печати самой детали принтер обычно печатает вокруг нее контур, в соответствии с настройками слайсера (если эта опция не отключена в слайсере принудительно). Как правило это 2 слоя в одну нить на расстоянии 6 мм от основании детали. Так вот, если внимательно следить за толщиной этого контура прямо в процессе, то можно по толщине выкладываемого слоя легко определить куда заваливается стол, и прямо в процессе печати чуть-чуть подтянуть или отпустить ту или иную гайку, буквально на 1/16 оборота.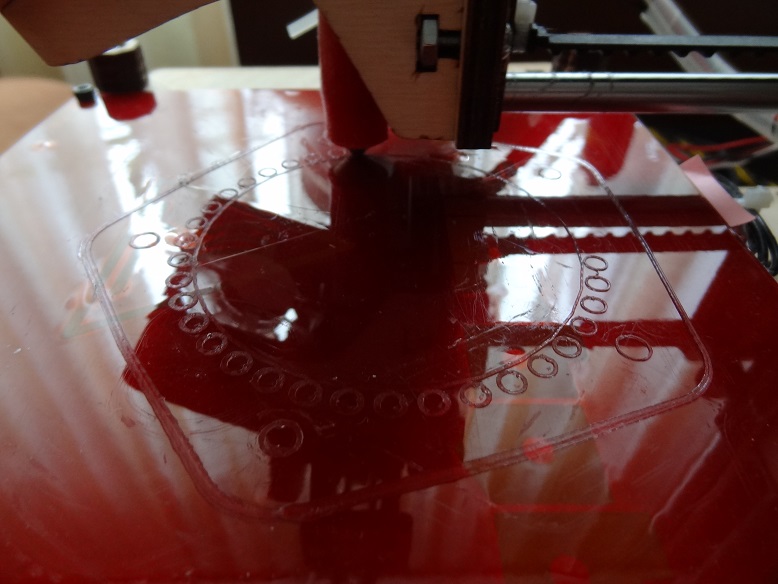
Вот здесь, по маленьким колечкам. хорошо видно, что левая (от наблюдателя сбоку) сторона стола немного выше, чем правая, и необходимо немного закрутить либо две левые гайки, либо отпустить правые.
Еще по контуру хорошо видно плоский стол, или местами нет. А он местами да. Поскольку основание стола фанерное и в его середине, под нагревательным элементом, прорезано лазером достаточно широкое углубление пот термо-датчик, который еще и приклеивается к самому нагревателю куском не тонкого каптона… (вот такой вот инженерный каламбур) то в моем конкретном случае стол стабильно выгибается по углам своего квадрата вверх. В середине стола - ямка, причем с учетом наличия куска каптона под ней эффект совершенно необъяснимый, разве что при лазерной резке выемки под термодатчик, эта часть фанеры существенно усохла. По серединам сторон квадрата стола тоже прогибы вниз. Последние удалось минимизировать, подложив под нагревательный элемент по сторонам квадрата сложенную в несколько слоев бумажку.
Ну, в общем то, чем богаты, бананьев нема.
Вывод
Если вдруг вам кто-то предложит купить 3D-принтер с холодным, неподпружиненным столом (и соплом больше 0.35 мм, но об этом чуть позже) - громко залейтесь сатанинским смехом и пафосно продефилируйте проч, к горизонту. И никогда больше не навещайте этого горе-инженера и расстегаев с ним не кушайте.
Чует сердце, четвертой части не миновать…
Про разбиение хрустальных мечт, левитирование и хождение через все это розами. (С)
Мысль эта как-то не материализовалась на бумаге во первых двух частях, но сейчас буду об этом говорить.
Хоть этот термин сейчас практически и официально не применяется, но все наши обсуждения и статьи, как и весть проект RepRap в целом, относятся к классу БЫТОВЫХ 3D-ПРИНТЕРОВ, т.е. Domestic Appliance. И термин этот в ближайшее время встанет на вооружение, я уверен.
Принтеры данного класса никогда, да, именно никогда не смогут вам напечатать именно то, что было реализовано в 3D-модели, независимо от того, какую точность обещает производитель принтера. Здесь речь о точности идет только в отношении позиционировании головки.
А на практике:
- реально плоская поверхность будет только нижняя, только та, которая прилипала к каптону;
верхняя поверхность будет шершавой независимо от того, сколько раз вы ее "выглаживали" (настраивается в слайсере параметром solid top layer); - боковые поверхности всегда, да, именно всегда! будут шершавыми и завесит эта шероховатость от толщины слоя, температуры печати (т.е. текучести пластика), однородности прутка и скорости печати;
- параллельных поверхностей, граней или ребер изготовить не удастся. Просто в силу метода печати, а именно намазывания слоев вязкого, текучего и липкого материала друг на друга. Нет, ни при каких условиях таким методом печати вам не удастся не задеть соплом соседних нитей, не продавить чуть больше пластика, чем нужно и не зацепить и не утянуть за собой только что положенную крайнюю нить контура. И да, про мосты мы даже не будем вспоминать. Мосты провисают.
Таким образом, на бытовом 3D-принтере нельзя напечатать двух одинаковых деталей. И нельзя выдержать точных геометрических размеров без пост-печатной обработки шкуркой.
Так и не пытайтесь, друзья!))
Не стоит относиться к нему как к токарно-фрезерному станку. Относитесь к нему как к мольберту. Как только вы примете такое положение вещей, Муза Исааковна незамедлительно одарит вас своим бюстом и вы разразитесь новогодними игрушками, крючками на кухню и в ванну и бесконечными прототипами, не требующими ювелирной точности.
Разумеется возможны и вполне рабочие изделия без пост-печатной обработки. Т.е. такие изделия, требуемая точность исполнения которых ниже, чем реальная точность печати. Например апгрейд для "силовой башни" (Power Tower) принтрбота.

Башня представляет из себя деревянный бокс для АТХ-блока питания (для питания горячего стола) в нижней части и специфическую конструкцию с четырьмя подшипниками в верхней части для установки бобины с прутком. Родная бобина от принтрбота тоже деревянная, тоже вырезана на лазерном резаке и тоже напрочь кривая. Четыре подшипника, на которые она ложится, совершенно не спасают положение и под громкое улюлюканье бобина трется всем своим низом о все внутренние стенки бокса. Трется на столько, что принтер не в состоянии сматывать пруток самостоятельно (пруток натягивается на столько, что печатающая головка приподнимается над печатываемым слоем и нить ложится мимо, или даже принтер просто сдвигается с места при движении осей X и Y), и приходится сматывать его вручную, что заставляет по несколько часов сидеть рядом с принтером в ожидании конца процесса.
Пластиковые бобины не пробовал, но есть мнение, что о боковые деревянные поверхности они будут тереться низом точно также.
Следующее изящное решений приподнимает бобину над узкой частью бокса (там внутри несколько деревянных вкладок, по типу полозьев, которые можно было бы снять, но которые были оставлены дабы не нарушать целостности конструкции), использует только два подшипника из четырех и переносит точку крепления бобины на ось вращения, минимизируя трение и нагрузку.
И вуаля!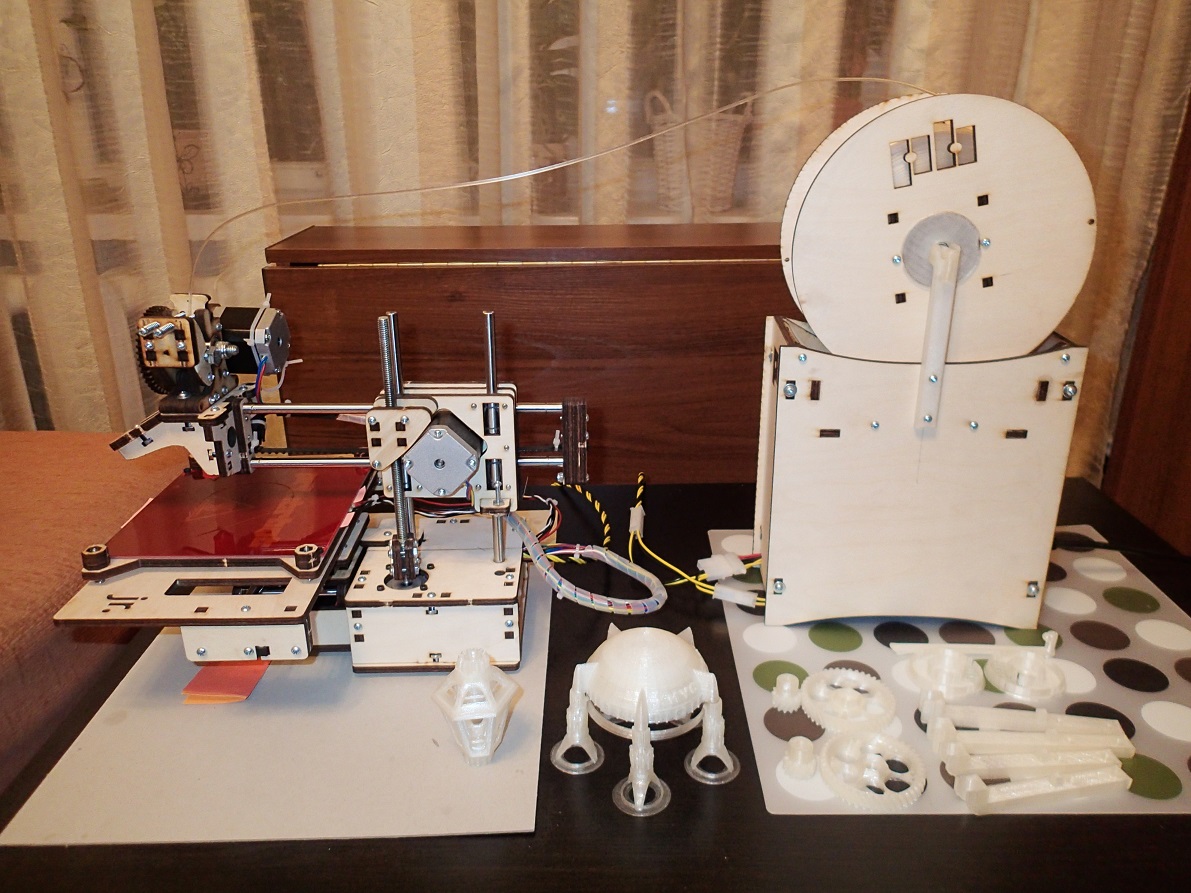
Теперь принтер может работать без присмотра Человека и даже компьютера, благо встроенная SD-карта позволяет стартовать задания с нее и затем отключать компьютер.
Или еще один пример.
Как я писал ранее, после настройки принтера рекомендуется сразу же напечатать себе пару пластиковых шестеренок экструдера, взамен деревянных. Это повысит и качество печати и изнашиваться пластиковые шестерни, по идее, будут меньше (с силиконовой то смазкой). Хотя, я и на своих деревянных особого износа пока не наблюдаю, при том, что печатаю каждый день часа по четыре. Но, как вы помните, мы предварительно обильно смазали деревянные шестерни WD-шкой, и решили периодически повторять эту процедуру - вот и результат.
Готовые 3D-модели шестеренок можно найти в Tinkercad'e (в коем я и работаю, как правило) и на Thingiverse, задав в поиске "Helical Gear", что значит "косозубая шестерня", или "Printrbot gear".
Шестерни нужны именно косозубые и именно с правильным зубом, не треугольным!, а то есть и такие умельцы.
Косозубая шестерня обеспечит очень плавный ход прутка, что заметно скажется на качестве печати и поверхности изделия, и зубья такой шестерни будут изнашиваться много меньше прямозубых.
Настоятельно рекомендую не ставить Шевронные колёса. Их установка требует либо откручивания и отвода в сторону мотора экструдера, либо снятия и заметы обеих шестерней одновременно.
Косозубые шестерни можно менять по отдельности и мотор при этом не трогать.
Сами косозубые шестерни чертить с нуля, дело, я вам скажу, неблагодарное, и SolidWorks вам в помощь. Поэтому в качестве готовой заготовки я взял вот такую модель с Thingiverse. Шестерни выполнены очень качественно и с очень оригинальными "спицами" на большой шестерне. Однако, как говорится, не грех после сборки и напильником обработать, а именно, добавить фасочки, убрать в некоторых местах лишнее и главное, добавить канавку с обратной стороны под подшипника, на большой шестерне. 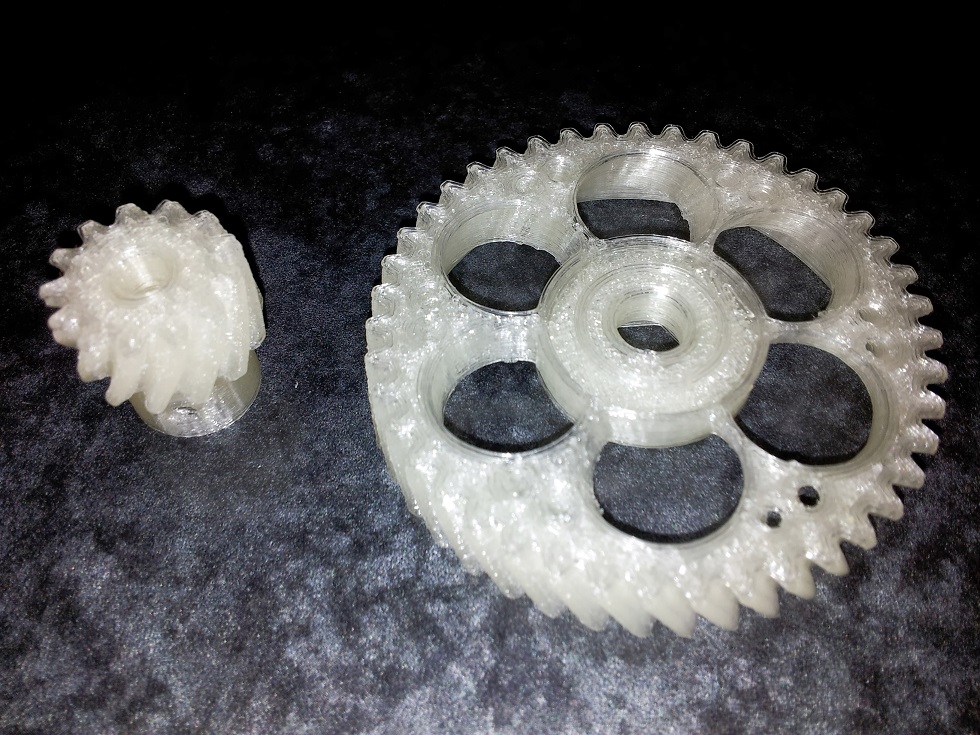
Можно, конечно, поставить дополнительную шайбу небольшого диаметра (как на подшипниках механизма протяжки ремня осей X и Y), чтобы шестерня не касалась о внешнюю неподвижную грань подшипника. Но, во-первых, лишней шайбы нужного диаметра может под рукой не оказаться (что и произошло с Автором), поэтому канавка была добавлена по-умолчанию, а во вторых на взрыв-схеме никакой шайбы нет…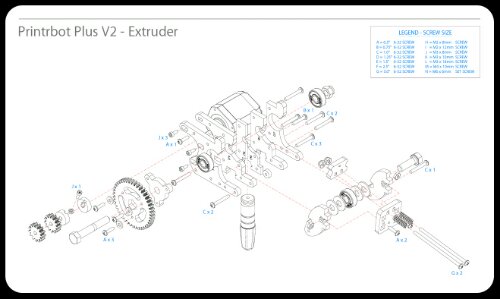
Дополнительно, в посадочном отверстии малой шестерни было добавлено уплотнение под выработку на валу мотора.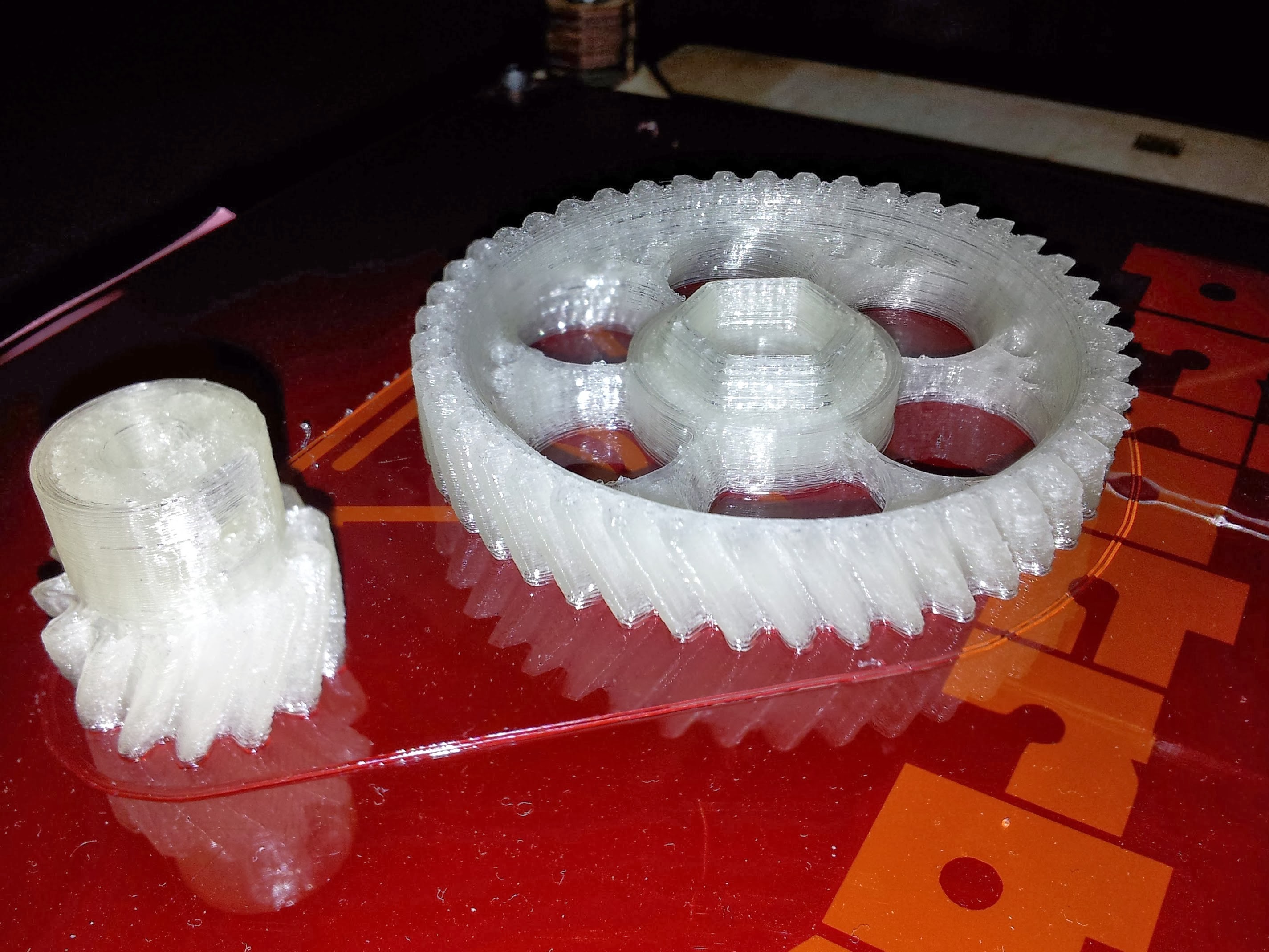
Исправленные модели шестерней в ближайшее время будут выложены на Tinkercad'e. Ссылку обновлю по факту.
А вот на этой фотографии хорошо видно разное качество при разных режимах печати.
Модель справа: толщина слоя 0.22мм, в слайсере включено ограничение на максимальную частоту вибрации принтера 50Гц.
Модель слева: толщина слоя 0.2мм, ограничение по вибрации принтера выключено.
Скорость печати одинаковая, 30мм/с.
Вывод можно сделать очень интересный.
Во-первых, разница в толщине слоя 0.2 и 0.22мм ощутима и визуально и тактильно (чего, в принципе, быть, по идее, не должно), но факт.
Во-вторых, интересная опция по ограничению вибрации принтера (чтобы тяжелая печатающая головка не долбила в деталь при частых и быстрых сменах направления) работает, но не совсем корректно. На заполнении эффект виден, скорость набирается постепенно. На периметре работает странно. То на первой фигуре работает, но на следующей такой же фигуре не работает, то остановится прямо по среди прямой линии и снова начнет набирать ход (отсюда и заусенцы на правой модели).
В слайсере есть еще отдельные опции на ускорение печатающей головки при разных операциях, но ее я тестировать пока не закончил. Могу лишь сказать, что рекомендованная величина в 9000м/с/с похожа на правду, вибрации становятся меньше, но края модели вновь приобретают рваный характер. Закончу тестирование - отпишу подробнее.
Примечание: речь идет о ПО RepetierHost v0.90 и о встроенном в него слайсере Slic3r последней версии.
О вечном
Чтобы не обнадеживать читателя напрасными ожиданиями элексира бессмертия, могу с уверенностью сообщить, что идеальных параметров для печати не существует. Для каждой детали - скорость и толщина слоя и процент заполнения будут своими. А если учесть, что разные операции должны выполняться с разной скоростью, то можно оценить и не паханное поле для экспериментов.
Но
Поскольку мы в итоге можем гипотетически получить идеальную деталь, то и семейство функций, ей предшествующее, мы таки также можем постараться оценить.
То есть по моему скромному мнению, поскольку бытовые 3D-принтеры уже можно считать вошли в узкие заинтересованные массы, настало время появиться на свет системе уравнений, описывающих зависимости одних параметров печати от других.
В настоящий момент такой системы нет (у бытовых принтеров!). Есть только разнообразные слайсеры, позволяющие в ручную менять десятки и десятки разнообразных чиселок и ползунков. Конечное качество, в этом случае, можно оценить только по факту выполнения работ, что не есть хорошо и удобно.
Любой джедай, кто занимается 3D-печатью бытовой, то так или иначе пытается зависимость параметров найти от силы, хотя бы основных (толщина слоя, скорость, процент заполнения), чтоб манну раз за разом на подбор параметров не тратить для каждой новой финтифлюшки. Не минули си мысли и меня...
Но увы, пока похвастаться нечем. Поделюсь только единственной проверенной зависимостью.
Эффективная толщина слоя h = d / 1.75 (где d - диаметр сопла, а 1.75 это не толщина прутка, а "постоянная Автора") Увеличение h снизит качество печати, но позволит увеличит скорость. Уменьшение h в некоторых случаях повысит качество, но создаст дополнительные проблемы с охлаждением заготовки в процессе печати, которые в итоге заготовку и угробят, задолго до конца печати.
Теперь, если еще раз посмотрите на предыдущую фотографию двух шестерней, вы поймете, почему сопло 0.4мм, которое поголовно ставят все производители в базовую комплектацию, должно быть немедленно заменено на более тонкое.
Про охлаждение
Для затравочки два примера. Толщина слоя 0.18мм.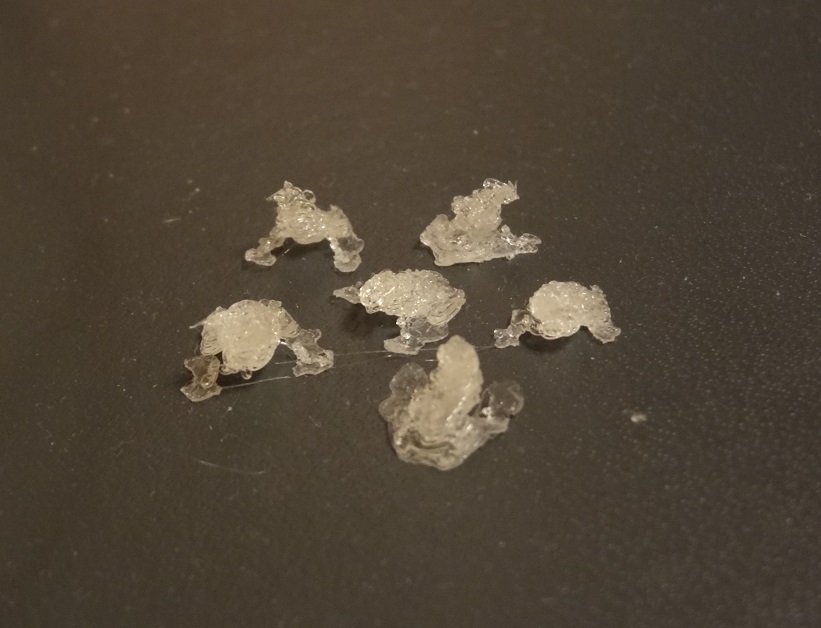
Лягушки с недостаточным охлаждением, в стиле порвАлохомячкА

Лягушки эталонные
Встречал я не так давно здесь, на Хабре, одну статью… вот она.
В ней есть занимательный раздел "… реология или о градиенте температур".
Так вот
"Познай все. Забудь все. Найди свой путь." (С) Даосская мудрость.
Забудьте про градиент. Забудьте и никогда не делайте вот таких вещей.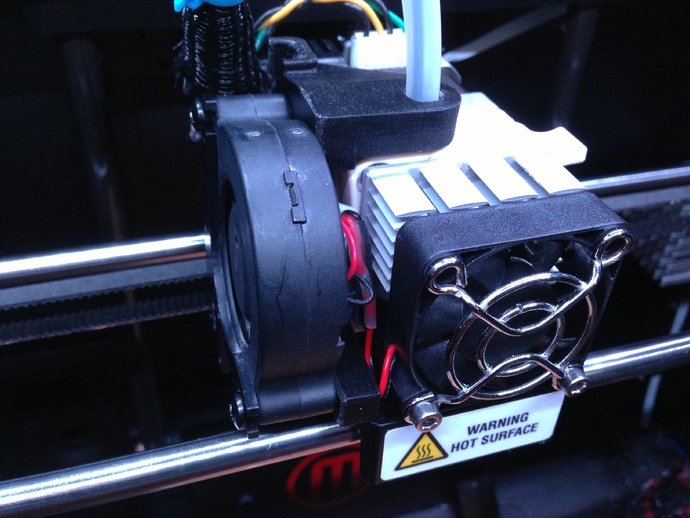
Вам не нужно специально создавать градиент по всей длине "горячего конца" (Hot End), он у вас уже есть, в силу локального нагрева прутка в районе сопла. Вам нужно лишь озаботиться тем, чтобы горячий конец был толстым, и рассеивал достаточной количества тепла в верхней части. Например керамические горячие концы Ubis Hot End, которые ставятся на принтрботы и очень популярны на RepRap, вообще можно держать при работе за верхнюю часть руками.
И осознав это, всю свою воздуходувную силу вам необходимо обратить на рабочий стол, а точнее на печатываемую деталь. Ибо от того, как именно вы будете ее захолаживать, и будет зависеть ее качество, шероховатость и правильность геометрических форм.
Поэтому вентиляторы на экструдере следует крепить как-то так: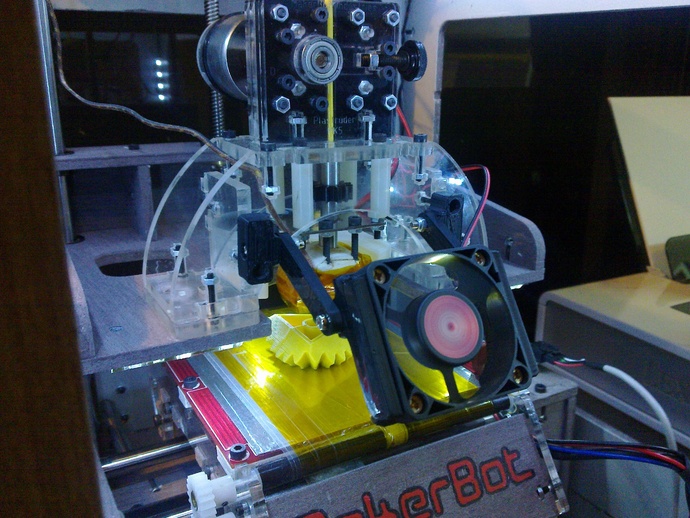
Или лучше так: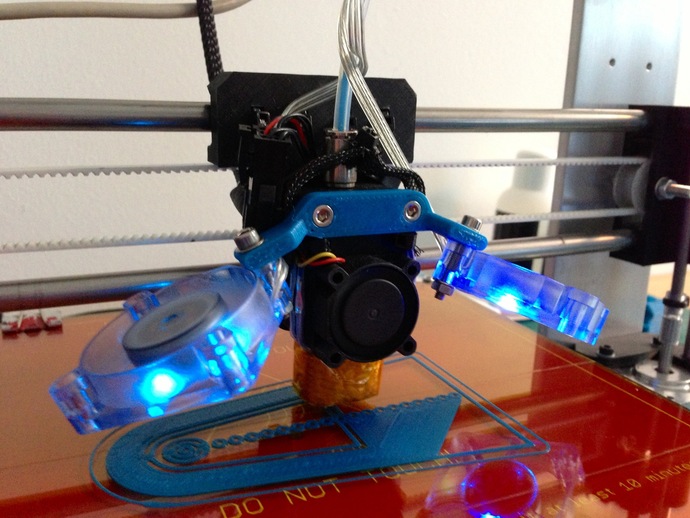
Вентилятор, который идет в комплекте с принтрботом, к сожалению, слишком слабый, и его нельзя в полной мере использовать с опцией интеллектуального охлаждения (включается в слайсере), когда разные операции охлаждаются по-разному. Фактически, диапазон эффективных оборотов от 80 до 100%, т.е. вентилятор почти все время (за исключением первого слоя) дует почти на полную мощность.
При печати эталонных лягушек (фото были выше) спереди принтера пришлось неподвижно установить дополнительный 100мм вентилятор от системного блока, запитав от доп. адаптера 5.5В. Но и этого оказалось мало. Дело в том, что такие мелкие модели печатаются на очень малых скоростях, прядка 10м/с. И латунное сопло практически все время висит над всей поверхностью крохотной модели и буквально прогревает ее насквозь по всей площади. Модель становится пластичной и прямо на глазах растекается и деформируется, прилипая к соплу и следуя его движениям как большая вязкая однородная капля.
Поэтому ваш покорный слуга в течении 10 минут напрягал свои могучие легкие рядом с вентилятором и обдувал трепетную заготовку вплоть до формирования личности.
Следующей рабочей моделью будет как раз кронштейн к Printrbot Jr для крепления 100мм вентилятора спереди и с питанием от штатного вентилятора. Информацию выложу по готовности.
Что касается ручных настроек охлаждения, то режим Авто работает вполне пристойно. Если же предрассудки возьмут верх, то ставьте вентилятор на 80-90% и увеличите температуру экструдера на 3-4С (в моем случае лучшие результаты дают 80% и 193С).
А на сегодня, пожалуй, все.
И да прибудет с вами клей, терпение и любовь.))
Постскриптум
Лайфхак
- Если модель стала трескаться и разрушаться прямо в процессе печати, нажмите на паузу (если есть такая возможность, если нет, то прямо на ходу) и аккуратно, зубочисткой, промажьте больные места клеем для склеивания пластмассовых моделей. Он не вступает в реакцию с PLA, но моментально заполняет пустоты между слоями модели (а все, что вы печатаете, можно считать пористыми объектами, если только вы не ставите 100% заполнение и "проутюживание" каждого слоя) и связывает между собой нити, как бы хомутиками. Если успеете вовремя, то есть реальный шанс лицезреть окончание печати. На готовой детали клей совершенно незаметен.
- Если модель ни с того ни с сего стала отлипать от стола в самый неподходящий момент, на помощь придет ПВА! Быстро промажьте модель по периметру клеем и вы увидите, как прямо на ваших глазах на теплом столе клей высыхает и надежно фиксирует основание. После окончания печати деталь с клеем также легко снять со стола после его остывания. Далее остатки ПВА можно удалить с каптона и с детали прямо руками, он прекрасно отстает даже без смывания.
Ффуух… ну, вроде, теперь все… Дальше, и только хардкор и нет предела вашей фантазии.))