Сегодняшний рассказ будет о еще одном весьма интересном и достойном 3D-принтере, о котором ранее практически не упоминалось, и с создателями которого мне недавно довелось немного пообщаться.
Picaso 3D-Builder

Отличительной особенностью данного принтера является его Альма-матер, а именно:
- хотя, как не трудно догадаться, взглянув на картинку, за основу и был взят классический Prusa Mendel, вся последующая "обработка напильником" была спланирована исключительно российской командой;
- принтер имеет 100% российский цикл производства. Да-да, не удивляйтесь, это действительно так. И какие преимущества и недостатки последовали за таким решением я как раз расскажу далее;
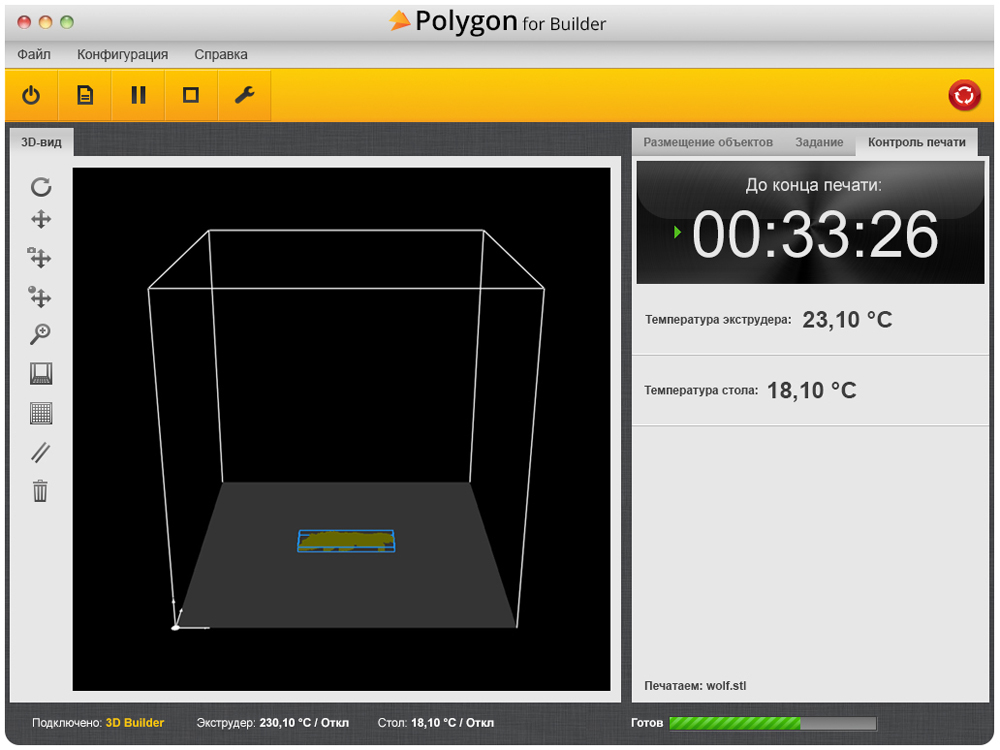
- и принтер комплектуется собственным ПО для работы Picaso Polygon. ПО является закрытым и напоминает Repetier-Host, но в отличии от последнего содержит набор пресетов специально для Picaso 3D-Builder.
Вначале поговорим об особенностях конструкции.
Как я уже сказал ранее, в основе конструкции Picaso 3D-Builder лежит классический Prusa Mendel, но с некоторыми улучшениями.
Изменений не много, но каждое из них весьма не дурнО.
А все производство принтера, как водится, сосредоточено в славном граде Зеленограде.
Итак - ферма
Сама ферма практически не отличается от дедушки Менделя. Изменения претерпели пластиковые детали фермы. Они имеют приятный оранжевый цвет, более массивны и производятся литьем, а не печатаются на самом принтере, что положительно сказывается на качестве. При этом производитель имеет 3D-модели этих деталей и может предоставлять *.STL файлы пользователям для самостоятельной печати в случае необходимости, для ремонта например.
Также ферма укреплена П-образной алюминиевой рамкой. Причем рамка крепится не в плоскости Z-оси, как на новых Prusa i3, а на передней кромке бокового треугольника.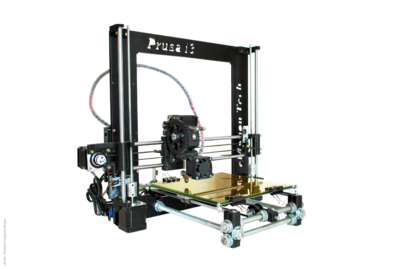
Prusa i3______________________________________________________________________3D-Builder
Здесь вопрос скорее дизайна. В совокупности с оранжевыми деталями 3D-Builder выглядит приятнее Prusa i3 и даже обладает большей жесткостью, потому как сохранил треугольные фермы по бокам.
Печатающая головка
Вот здесь наши умельцы потрудились на славу.
Вначале поговорим об экструдере. 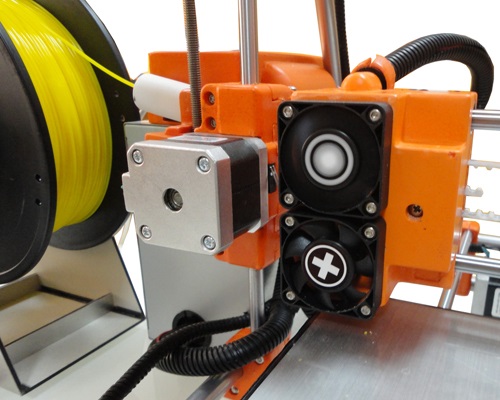
Как видно на картинке, все подвижные элементы экструдера закрыты корпусом печатающей головки. Это несомненный плюс, поскольку пыль не попадает на шестеренчатые пары. Экструдер не "прямоточный", в отличии от более бюджетных и все более популярных вариантов, где ребристый болт крепится прямо к валу мотора, а даже наоборот, имеет два ребристых ролика и оба ведущих, через редуктор.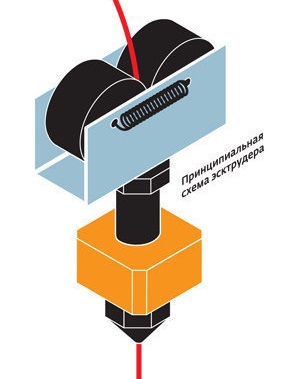
При такой схеме замятие прутка или "непроходимость" практически исключается.
А "прямоточный" экструдер, как бы вы не колдовали с драйвером мотора, протягивает пруток рывками, что конечно же скажется на качестве вашей модели. Редуктор, в какой то мере, позволяет минимизировать этот эффект. Если вы все же решились на прямоточный экструдер, проверьте, чтобы драйвер шагового мотора поддерживал 1/32 шага или выше.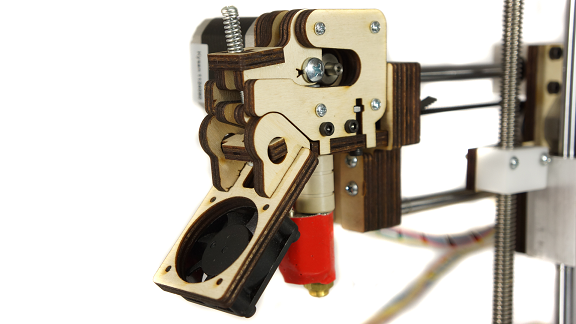
Для сравнения - новый деревянный прямоточный экструдер Принтрбота.
Теперь о горячем конце и автокалибровке.
Вот тут все действительно интересно. Горячий конец вместе с частью печатающей головки и датчиками на оси Z образуют собой оригинальную систему автокалибровки. Какую именно, разработчик не раскрывает, ссылаясь на ноу-хау, а разобрать 3D-Builder собственноручно мне пока не удалось. Сама автокалибровка происходит перед каждым началом печати, как элемент парковки. Таким образом, что бы не происходило с вашим столом и соплом, когда бы вы не меняли сопло и какую бы геометрию оно не имело, какой бы каптон или иное покрытие стола вы не применяли, высота кончика сопла над столом всегда будет соответствовать установленным параметрам, при любых обстоятельствах.
К своим горячим концам компания Picaso предлагает несколько различных сопел, от 0.30 мм (заметьте, от 0.30 мм!) для быстрой печати, до 0.15 мм для качественной.
Вентиляция мне особо понравилась.
Но только ее нижняя часть.
Верхний вентилятор, как водится, по старинке, дует на сам горячий конец и создает градиент температур в его верхней части, минимизируя размер и влияние "пробки" на процесс прохождения прутка (подробнее можно прочитать здесь, в разделе "Занимательная реология"). Однако, как я уже писал в предыдущих статьях, градиент и так создается в силу локального нагрева прутка, а применение вентилятора можно заменить использованием более массивного горячего конца, желательно керамического, как Ubis Hot End. Но, этот момент останется на совести разработчиков.
Гораздо интереснее нижний вентилятор!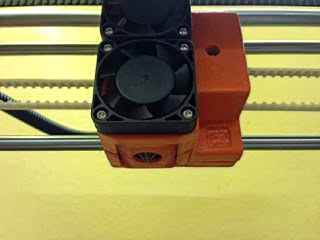
Через систему каналов в корпусе печатающей головки он создает кольцевой и равномерный обдув модели непосредственно в зоне печати. И вот как раз в отличии от вентиляторов, расположенных на кронштейнах сбоку от экструдера - не создает никаких градиентов в зоне печати и позволяет пластику застывать равномерно во всех направлениях и с минимальными деформациями.
По собственному опыту скажу, что любой отдельно вынесенный вентилятор приводит к дефектам при печати, например, вот таких конструкций.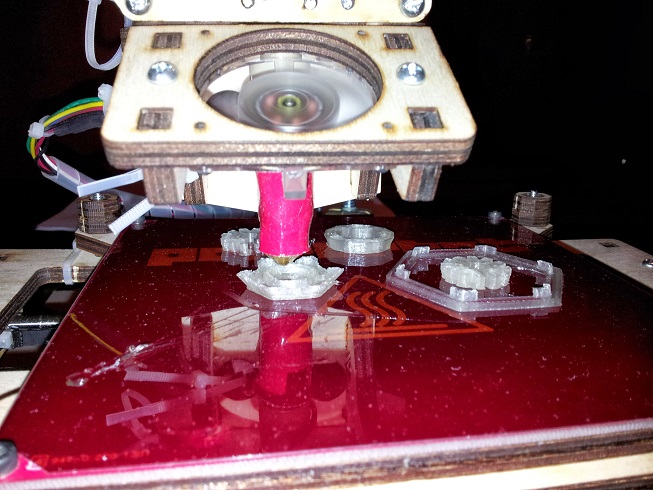
В случае с моим Принтрботом, где вентилятор вынесен вперед от экструдера, задние "рожки" тонкостенных моделей все время имеют тенденцию загибаться вперед в процессе печати. Это в некоторых случаях приводит к облому рогов или срыву всей модели со стола, когда сопло бьет в чересчур загнутый рог.
Примечание
В основном я печатаю и привожу примеры из пластика PLA. Он безопаснее ABS, не токсичен и биоразлагаем. Модели из PLA всегда выглядят более шершавыми, чем из ABS, а в случае прозрачного пластика - эффект визуально усиливается.
Горячий стол
Тут все в соответствии с лучшими веяниями моды в домах ЛандОна. Стол выполнен из цельного куска алюминия, а нагреватель расположен внутри. Таким образом стол не деформируется при нагреве, нагревается очень равномерно и держит температуру.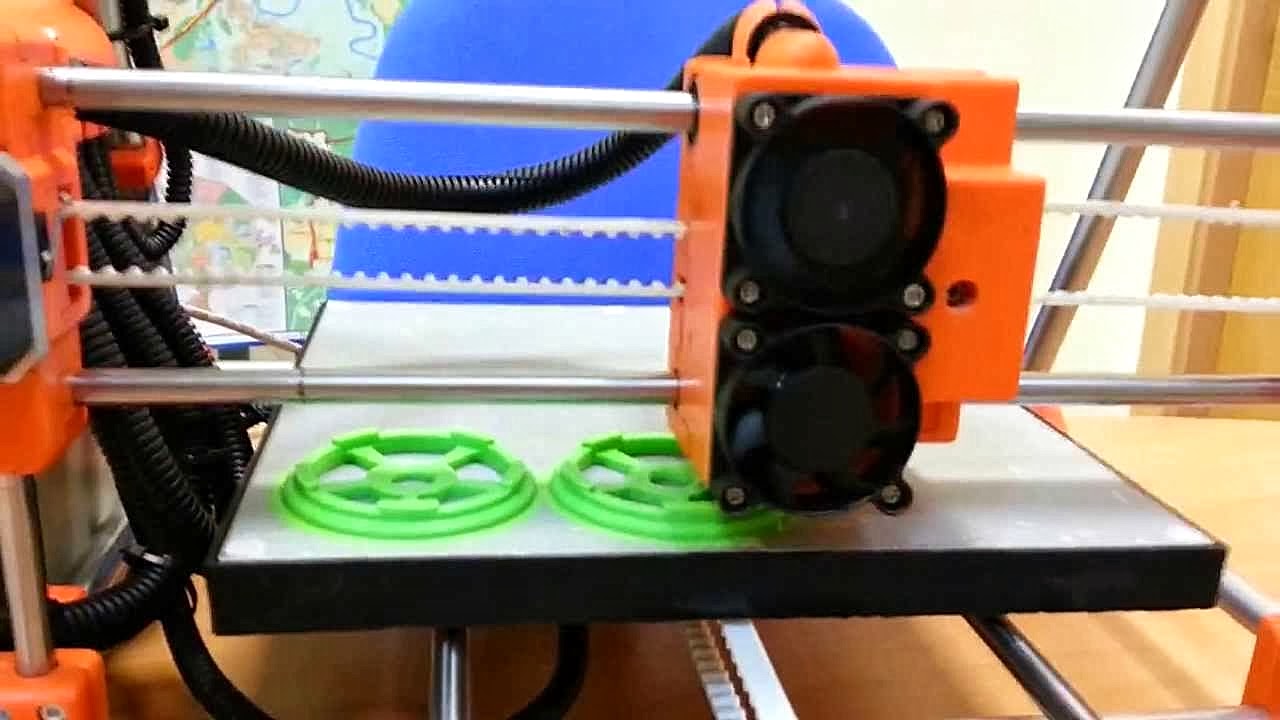
Аллюминий реально толст.
Еще одной особенностью стола является материал, которым он покрыт. Это не каптон, а некоторый синтетический материал, обладающий еще большей адгезией к ABS и PLA. Состав материала производитель держит в секрете, но продает его по мере износа пользователям 3D-Builder'a. Вот такой вот эксклюзив.
И таки да, стол имеет размер 20 х 20 см, что выгодно отличает принтер от конкурентов в лучшую сторону. Размерами, Русь-Матушка, всегда была богата, на том и стоим.
Шаговые моторы
Здесь я хочу сказать лишь, что по оси Z использован только один мотор. Второй винт (поскольку конструкция фермы П-образная) приводится в движение ременной передачей. Конструкция, на мой взгляд не лучшая. Ремни абсолютно жесткими не бывают, а когда они начнут ветшать, отставание второго винта будет все более заметно, что может привести к перекосу горизонтальных осей и внести соответствующие дефекты в геометрию моделей.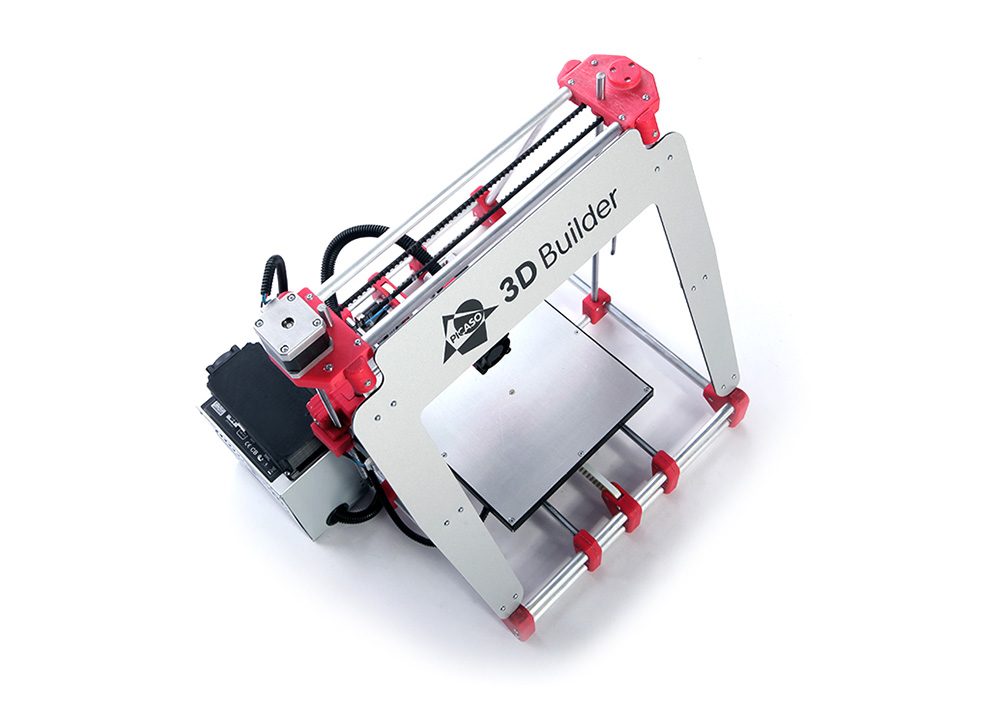
Электрика
Здесь все достаточно симпатично. Принтер запитывается от стандартного АТХ-блока питания, который в свою очередь является неотъемлемой частью конструкции, что не может не радовать. Плата контроллера расположена в отдельном отсеке, который крепится к блоку питания. Все провода забраны в гибкие кабель каналы. На плате есть разъем, позволяющий подключить ЖК-дисплей, но сам дисплей производитель пока не поставляет. WiFi, к сожалению, не поддерживается.
Простенько и со вкусом.
Теперь немного о производстве
Как я уже говорил, принтер имеет 100% российский цикл производства.
На собственных мощностях отливаются пластиковые детали фермы и производятся некоторые элементы конструкции, производится окончательная сборка принтера и упаковка.
Плата контроллера печатается так же в России, знамодело - в Зеленограде. Там же производится алюминиевая П-образная рамка и горячий стол.
Шаговые моторы, естественно, китайские.
Как следствие, производитель имеет собственный сервис и техподдержку, и практически неограниченный запас оригинальных запчастей. Опять же, в случае внесения каких либо изменений в конструкцию (разумеется и исключительно улучшающих)), можно оперативно заказать и получить новую деталь прямо, так сказать, от станка. Из собственного опыта скажу, что техподдержка достаточно адекватна, хорошо знает свой продукт и программное обеспечение к принтеру. Во всяком случае голос мастера за 20 минут ни разу не сорвался, трубку никто не бросил, а спокойно и внятно объяснил, как работает автокалибровка и зачем нужны пресеты в ПО.
Еще в разделе производства я бы упомянул о прутке. Производитель поставляет много разных разноцветных прутков ABS и PLA китайского производства. Почему китайского? Потому что, со слов производителя, на этапе разработки принтера они перепробовали множество поставщиков, и российских, и немецки, и, в конечном итоге, остановились на китайском поставщике, надежном и качественном. Не могу пока ничего сказать по этому поводу. Заказал себе пару бобин PLA, попробую, отпишу. Но пруток действительно всегда есть в наличии и любого цвета. Поднебесная в этом плане пока не подводит, арбайтен по-стахановски, так сказать.
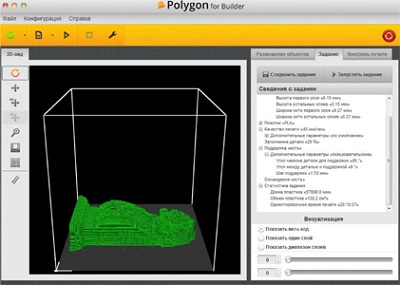
Программное обеспечение Picaso Polygon.
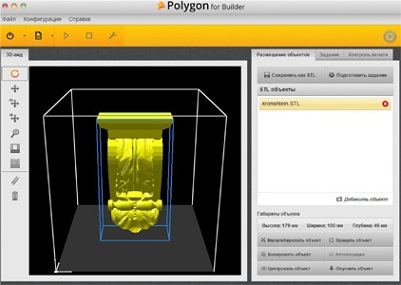
А вот тут, пожалуй, самое интересное. Производитель имеет в своем арсенале собственное программное обеспечение, по типу Repetier-Host, т.е. надстройки над слайсером Slic3r.
При этом в Полигон выведены не все параметры Slic3r, а только самые распространенные и наиболее часто редактируемые - скорость печати, толщина слоя, процент заполнение и еще некоторые. Все остальное множество параметров "зашито" в пресеты, которые производитель рекомендует выбирать в зависимости от конкретной задачи. Но это, разумеется, для простых мирян, для тех, кто хочет просто напечатать и заранее качественно. А для Левшей - пожалуйста, можно покопаться в настройках Slic3r напрямую, не возбраняется. Замена Slic3r производится просто копированием новой версии слайсера в одноименную папку.
С пресетами разработчик действительно удивил… качество тонкостенных конструкций, правда из ABS, доставляет.
На Принтрботе у меня такого пока не получилось… шаман, ма. И размер таки имеет значение.
Помимо пресетов, ПО Polygon for Builder содержит отдельно вызываемые типовые операции для принтера, например замена сопла - принтер разогреет экструдер, скомандует, когда можно заменить сопло, потом прогонит немного пластика, откалибруется, остынет. Или подача нового прутка - разогреет, захватит пруток, протянет, откалибруется, остынет. И так далее.
В общем, сам подход к ПО, несмотря на аскетичность дизайна, приятно удивил. Как будто сам для себя.
К сожалению, ПО закрыто. Не очень понятно почему, ведь сообщество могло его успешно дорабатывать и дорабатывать, а разнообразие СС лицензий вполне позволило бы его монетизировать, там, где надо, например, на рынке B2B.
Вывод
А вывод, собственно, такой - 3D-Builder удивил!
Действительно, тихой сапой, нигде особо не афишируясь, родился на земле русской, вырос и занял себе достойное место среди иноземцев, в лучших традициях древнерусских сказок. Да еще и с автокалибровкой и кольцевым обдувом модели. Мдя… Хочется подарить один такой автовазу.
Примечание
Если кто не знает, я владелец Лады Гранты.
Ну, и на сладкое
Потешив ваше и наше, так сказать, самолюбие и чувство патриотизЬма, в качестве для кого гусиных шкварок с Вельветом, а кому и скромного низкокалорийного от Палыча, спешу сообщить преинтереснейшую весть о том, что на производственных мощностях Picaso заканчивается очередная сборка и упаковка 50-и новых принтеров Picaso 3D-Builder, и реализовываться они будут, начиная с этой недели, с небольшим дисконтом, около 10-12%.
К рождественской распродаже, так сказать, не иначе.

На сайте Picaso пока такой информации нет, но заказы с дисконтом уже принимают.
Вот на этой позитивной ноте о такой неординарной и самобытной новинке отечественного, и не постесняюсь этого слова - высоко-технологического производства, разрешите и закончить.
P.S.
А вот для тех, кому интересны мои дальнейшие творческие изыскания с Принтрботом, могу сообщить следующее.
Про Slic3r
Недавно вышел релиз-кандидат Slic3r. В него включены две интересные опции по генерации периметров и вообще обновлен этот алгоритм. Гладкость моделей существенно возросла, и даже на невооруженный глаз.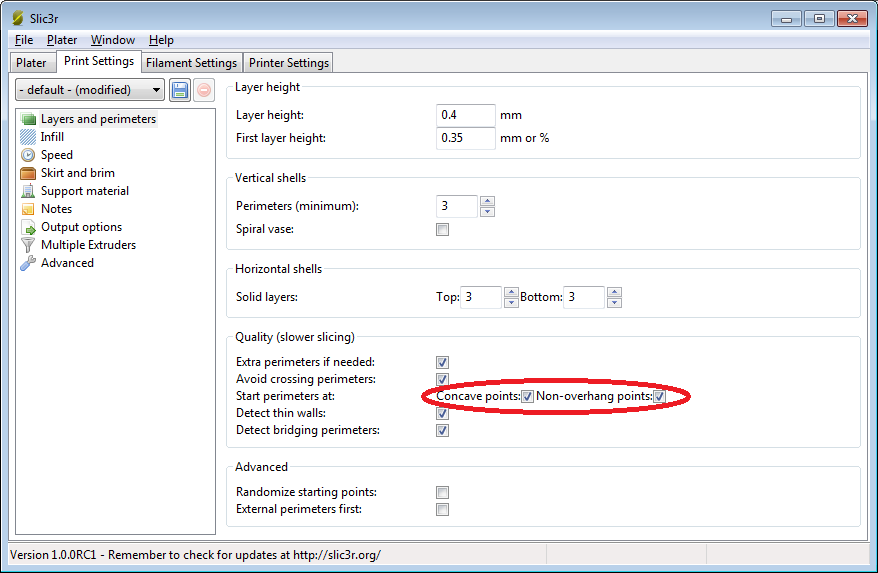
Старая проблема с началом периметра над пропастью - исчезла. Но появились, как водится, новые. Теперь слайсер увеличивает время слайсенга в геометрической прогрессии в зависимости от количества печатаемых объектов (т.е. загруженных файлов STL). Если слайсинг одного объекта занимает 1-2 минуты, то слайсинг десяти подобных объектов занял у меня более 120 минут, т.е. геометрическая прогрессия со знаменателем 1.6 - 1.65. Если же сохранить все 10 объектов в 1 *.STL или *.OBJ файл и затем снова загрузить в слайсел, но уже как один объект, то время слайсенга уменьшается до 40 минут. Очевидно, это какой-то баг, получаемый в результате постоянного перерасчета предыдущих слоев отдельно загруженных моделей.
Кроме того, если заданы какие-либо ускорения для периметров и заполнения, то слайсер теперь ругается на "0" в ускорении по дефолту, теперь я и его ставлю 9000 мм/с/с.
Но Муза Исааковна настоятельно советует не терять надежду и уповать на скорый финальный релиз Slic3r.
Чему мы вдохновенно и последуем.
Про холода
С наступлением в Москве стабильных холодов довелось проверить давнишнюю идею о влиянии температуры окружающей среды на качество получаемых моделей. Printrbot Jr был вынесен на балкон и заряжен пяти-часовой моделью при температуре воздуха около 6 градусов.
Результат оказался вполне предсказуем:
- количество дефектов в сложных местах сократилось;
- шероховатость упала;
- геометрические размеры стали более точными;
В итоге стало возможным некоторое безболезненное увеличение скорости печати на 20% и толщины слоя до 0.25мм (для сопла 0.35мм), при сохранении внешнего качества на уровне печати в теплом помещении, но при слое 0.20мм. Т.е. сократили время печати и немного прутка.
Слева 0.25мм в холоде, справа 0.20мм в тепле. "Холодная" модель визуально и на ощупь выглядит более гладкой и имеет меньше дефектов.