
В ногах правды нет. /А. Маресьев/
ПРЕДИСЛОВИЕ
Printrbot'ы (далее ПБ) - редкие гости, в прессе о них пишут мало.
Хотя у себя на родине дело Брука Драмма (Brook Drumm) живет и процветает.
Полагаю, чем принтер отталкивает европейских дилеров, тем он меня и привлек, а именно:
- Фанерное исполнение - это стильно. Фанера лазерной резки - это не только стильно, но и высокотехнологично.
- Нет кожуха-коробки. Я вижу принтер, его детали, его органы, его движения, и в отличии от RepRap Prusa Mendel - мне нравится то, что я вижу.
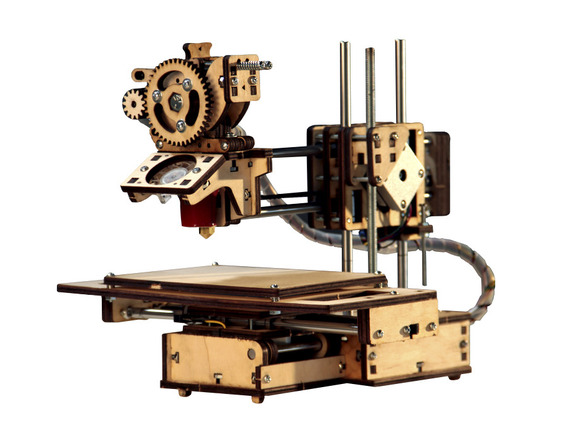
Далее речь пойдет об одном из представителей ПБ - Printrbot Jr, в варианте Kit'a для сборки, вместе с дополнительным апгрейдом рабочего стола с подогревом - Heated Bed Upgrade, для печати пластиком ABS.
Сейчас этот принтер приобретен, собран, откалиброван и трудится в поте лица на моем столе, печатая игрушки к Новому Году.
Описать судьбу данного экспоната я хочу от самых истоков, от самой идеи и до непосредственного применения, поскольку судьба эта была не легкой и тесно переплелась с моей, порой сначала доводя до полного психологического истощения, а потом резко оглушая Вау-эффектом.
Изначально задумывалось три части: От идеи до приобретения Kit'a; Сборка и настройка принтера; От игрушки до практического применения. Но в процессе написания все решил включить в одну статью с акцентом на сборку и настройку.
В итоге рекомендую данный материал как крайне полезное дополнение к оригинальной и единственной пошаговой инструкции по сборке, которая крайне поверхностна, неоднозначна и оставляет желать много лучшего.
Забегая вперед сразу скажу, что данный 3D-принтер стоил того, чтобы с ним помучиться), что выгодно отличает его от многих своих собратьев, и об этом далее и по порядку.
Часть 1
Муза Исааковна
Чем больше выходило статей о бытовых-домашних 3D-принтерах, тем больше хотелось купить один такой. Но цена от 50-60 т.р. никак не позволяла мечте осуществиться, поскольку инвестиции в игрушку были явно завышены. Почему в игрушку? Потому что даже сейчас практическое применение ДОМЕШНЕГО 3D-принтера весьма не однозначно. Но об этом тоже чуть позже.
Проект RepRap, за которым Муза Исааковна организовала пристальное наблюдение, был и остается панацеей, которая позволяет любому технически подкованному любителю собрать свой собственный 3D-принтер по более-менее приемлемой цене и вполне приемлемого качества. Точность печати 0.1 мм обеспечивает практически любые бытовые нужды. Но наблюдая за развитием проекта все время оставалось ощущение какой то сырости конструкции… пока от проекта не стали отпочковываться самостоятельные направления. Отходя от идеологии истинного RepRap, который, по возможности, печатает для себя большинство деталей сам, новые проекты стали брать лучшие наработки RepRap'a и отбрасывать несовершенные самопечатные конструкции, которые заменялись аналогичными, но из другого материала или принципиально новыми.
Так появился MakerBot и множество его клонов "в коробке". Началась эпоха монетизации 3D-принтеров и бытовой 3D-печати. Но цена за конечное изделие была все еще слишком высока, тем более для домохозяйки и с все еще не вполне конкретной формулировкой домашнего применения. Нужно было еще упрощать.
И так появился Cube, и естественно его "последователи". И пришли картриджи! основной источник заработка производителей принтеров. Чтобы закрыть неопределенность с применением стали создаваться сервисы-базы 3D-моделей.
"И вроде все как всегда, и вроде жить-не тужить." (С)
Но цена… 500-700 USD, это все еще было не то, что хотелось бы потратить на игрушку для души. И опять же, как объяснить такие траты жене…
Муза Исааковна неприятно морщилась но продолжала требовательно напоминать о себе.
Вы спросите тогда, почему бы не собрать оригинальный RepRap, если уж так хочется? Отвечу еще раз - для прозорливого инженера-конструктора все модели RepRap буквально кишат спорными и не вполне эффективными техническими решениями. Я подчеркну - именно техническими решениями, т.е. конструкцией фермы, приводов, экструдера и пр. Потому как ни к какой конкретной электронной плате мозгов и прошивке у меня претензий нет, это контроллер к 4-5 шаговым моторам, трем концевым выключателям, 1-2 нагревателям и 1-2 термисторам, понимающий G-code. Это у всех приблизительно одинаково и базируется на Ардуино. И программная часть способна выдерживать точность и 0.01 мм, но способна ли аппаратная? Способна ли механика обеспечить заданную точность и плавность движений?
У классического RepRap'a с точностью не то чтобы беда, но в силу треугольно-квадратной фермы из круглых осей в пластиковых кронштейнах, пусть даже усиленной П-образной фермой в последних версиях… в общем, не эстетично это как то. Не Луноход. "Пилите, Федя, пилите!" (С)
В сухом остатке: RepRap - прекрасная, но лаборатория экспериментаторов; 3D-принтеры а-ля MakerBot - все еще неприлично дороги; UP!Plus и иже Cube с ними - печатают толсто и имеют тенденцию к оригинальным картриджам! которые мое внутреннее я не приемлет генетически, да еще при наличии нескольких удачных проектов мини-фабрик по производству прутка из вторсырья.
Но вот промелькнул в прессе Printrbot.
И на Хабре промелькнул.
Тут я хочу сразу оговориться, что это не пиар и не реклама. Это рассказ о принтере, который принципиально непохож на все остальные. Отсюда к нему моя трепетная любовь и внимание. И в итоге принтер таки показал себя с лучшей стороны и оправдал возложенные надежды, правда попутно несколько раз тяжело и психически травмировав. И это дань глубокого уважения к талантам Брука Драмма, обладающего незаурядной внешностью и целеустремленностью, который превратил свое хобби в успешный бизнес. Который сформулировал свой концепт домашнего 3D-принтера, совпадающий с мнением автора, и неотступно ему следует.
Брук Драмм со своими детищами.
Фанера… дерево в 3D-печати! Это был стимпанк, или woodpunk, не знаю, как лучше.
Живой советский герб - быстрый, как удар молотом, и резкий, как серпом по яйцам. (С)
После пристального изучения были отмечены:
- Оригинальная конструкция Z-оси с одним мотором (у Джуниора и Симпла).
- Оригинальная конструкция из фанеры лазерной резки.
- Оригинальная конструкция в целом, жесткая, лишенная видимых недостатков (за исключением дерева, которому прецизионная жесткость не свойственна, но об этом далее).
- Наличие наборов для самостоятельной сборки.
- Заявленная точность 0.1 мм.
- Оригинальный керамический горячий конец (Ubis Ceramic Hot End), разработанный специалистом по принтерам, инженером из НР - Карлом Убисом (Carl Ubis).
- Цена!
Но тот момент Китовый набор Джуниора стоил 399 USD на сайте производителя. После появления кита Simple за 299 USD кит Джуниор был с производства, к сожалению, снят.
Муза Исааковна пристально посмотрела из отражения монитора, поправила кардиган, прижала по-райкиновски массивную грудь и выдохнула - Надо брать!
Я сказал - Слушаюсь! - и выбежал в интернет.
Это мой дядя прислал… Он у сторожа живет на гуталиновой фабрике… У него этого гуталина - ну просто завались!.. Вот и шлет, м-м-м… кому попало…
Выписать "гуталин" у американского "дяди" оказалось не так уж и просто. Вернее с оформлением заказа проблем никаких не возникло, даже на московский адрес, но вот с оплатой…
Компания Printrbot оказалась маленькой компанией, прямо скажем домашней. И ее не менее маленький, никому не известный банк на границе США и Канады наотрез отказывался принимать оплату от Гражданина Российской Федерации. Он отказывался принимать с рублевого счета, с валютного и даже с PayPal резидента РФ. Последнее ввело в некоторый ступор, с каких это пор PayPal стал чувствителен к гражданству?! Но единственным внимателем сердечных вопросов была Муза Исааковна, а она безмолвствовала, и лишь требовательно и пристально пускала ментальные флюиды.
Далее я планировал посвятить отдельную часть статьи методике покупок из штатов. Но, имея острое желание побыстрее перейти к сборке, ограничусь кратким резюме, тем более на саму тему таких покупок написано и так много и в отдельных статьях.
В итоге была разыграна следующая комбинация.
Зарегистрирован аккаунт в Шипито.
Заранее оплачены фотографии содержимого посылок в фас, профиль и по частям.
Выбран адрес "перевалочного пункта" на территории США в беспошлинной зоне: Tualatin, Oregon.
Присланы все возможные подтверждающие документы для повышения статуса учетной записи, во избежании проблем и задержек с оплатой и отправкой посылок:
- скан паспорта;
- скан водительского удостоверения;
- скан счета за коммунальные услуги;
- скан формы 1583 с вашей подписью.
Всего этого хватило чтобы получить статус проверки 70% и войти в зеленую зону проверенных-доверенных клиентов.
Если Вы дополнительно пришлете форму 1583 в оригинале и нотариально заверенную, у вас будет 110% проверки, желтые штаны и три раза Ку!
Далее на сайте ПБ в адресе доставки был указан город Туалатин, что в штате Орегон и… И оплата с рублевой карты через PayPal прошла без запинки.
Через пару дней посылка прибыла в Туалатин, и в личном кабинете Шипито появилась дюжина симпатичных фотографий.
Некоторые из них:
1
2
3
4
5
6
7
По настоянию сайта Шипито, я еще до прихода к ним посылки предварительно заполнил таможенную декларацию, честно указав все позиции и цены, на основании инвойса из магазина ПБ. Статус посылки был присвоен, разумеется, Gift - подарок, т.е не для перепродажи. Адрес доставки в Москве был также введен еще в личном кабинете и выбран для доставок по умолчанию.
По рекомендации вот этой статьи был выбран способ доставки и опции страховки к нему:
USPS Express Mail
Страховка: Delivery + Damage
Как показала практика, ни в коем случае не экономьте на доставке и страховке, в разумных пределах конечно. При выбранном способе доставки посылка была вручена из рук в руки, в заранее оговоренный временной интервал, очень и очень опрятным курьером EMS Почты России. Правда не в срок...
В результате мне осталось только подтвердить качество фотографий и состав содержимого, подтвердить способ доставки, перечислить на расчетный счет Шипито необходимую по итогам калькуляции сумму и мой принтер незамедлительно отправился по ранее введенному адресу.
В Москву, товарищи, в Москву! (С)
Сразу после отправки из Шипито посылке был присвоен ID-номер трекер по которому судьбу отправления можно было отслеживать на сайте USPS вплоть до попадания в EMS.
Через неделю груз уже попал в Россию, пару дней пролежал на таможне, был пропущен и скрылся в EMS.
Еще через месяц мне позвонил весьма вежливый оператор и согласовал время и место доставки драгоценного груза. И, как я писал ранее, груз был доставлен в неповрежденном виде, "вовремя" и передан из рук в руки с ослепительной улыбкой.
Муза Исааковна ликовала.
Часть 2
Технология сборки и испытания разгонных блоков тяжелых ракет носителей
С момента получения посылки прошло еще около месяца, прежде чем я приступил к сборке агрегата мечты.
За это время Муза Исааковна успела набрать несколько лишних килограммов, раздаться вширь и заметно округлиться, а я успел приобрести некоторые дополнительные инструменты для сборки, как то храповая струбцина, киянка, клей ПВА, и выжигатель по дереву.
И вот час Х настал. Инструкции с сайта были распечатаны, коробка была вскрыта и процесс начался.
Как я говорил ранее, данный материал является полезным дополнением к основному руководству по сборке принтера.
Так и есть.
И перед тем как очередной последователь приступит к самостоятельной сборке замечательного Printrbot Jr я дам некоторую вводную информацию, которую крайне полезно узнать непременно до начала сборки, чтобы точно понять и осознать, что именно вы получили в заветной коробке. Это поможет обезопаситься от уймы досадных ляпов которые трагически пережил автор.
Итак, начнем с фанеры лазерной резки
Чтобы понять суть проблемы нужно обратиться к устройству станка для лазерной резки.
По сути своей это тот же координатный принтер, только вместо экструдера - лазерный резак. Точнее лампа СО2 лазера находится где-то неподвижно в защитном кожухе, а сам лазерный луч фокусируется линзой и передается к обрабатываемой поверхности системой подвижных зеркал.
Принципиальная схема станка для лазерной резки 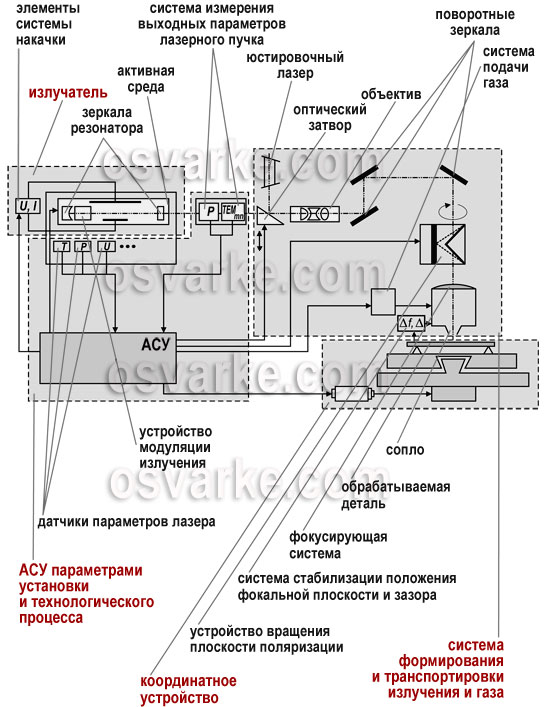
Схема лазерной установки для раскроя листовых древесных материалов 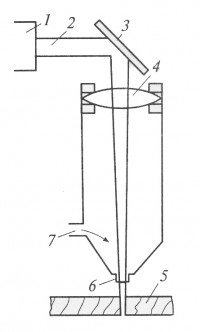
- газовый лазер (активное вещество СО2);
- пучок лучей;
- система зеркал;
- система линз;
- заготовка;
- сопло;
- штуцер для инертного газа.
Таким образом, если присмотреться к схеме, то можно обратить внимание, что разрез заготовки в своем сечении имеет коническую форму. Т.е. грани у деталей не перпендикулярны поверхностям, а находятся под наклоном и образуют трапецию. Чтобы было понятнее, представим круглое вертикальное отверстие в листе фанеры, прорезанное лазером по периметру. Так вот, диаметр отверстия на верхней стороне листа будет немного больше, чем на нижней. Материал (дерево) прогорает сверху вниз, и вверху его выгорает больше, поскольку в верхних слоях лазерный луч по времени пребывает больше и передает окружающему материалу больше тепла.
Следовательно, все детали принтера имеют в сечении неправильную форму, что надо непременно учитывать при сборке "бутербродов", т.е. когда куски фанеры ложатся друг на друга, особенно со сквозными отверстиями.
Советы в студию (С)
Будьте готовы, что именно детали для вашего принтера были нарезаны на самом худшем китайском станке и никакие размеры не будут соответствовать заявленным в принципе. Добиться такого результата сравнительно несложно даже на хорошем станке. Достаточно просто вырезать контур детали вначале, а уже потом в незакрепленной детали вырезать пазы и отверстия. Фанера, это такой материал, который "плывет" при резке из-за внутренних напряжений в склеенных перпендикулярно друг-другу слоях. Следовательно, если вначале прорезать контур, то деталь немного сместиться, потеряв связь с матерью-заготовкой. Аналогичный эффект наблюдается даже если вырезать периметр не полностью, оставляя маленькие спайки с внешним контуром.
Точная деталь получится только в том случае, если в заготовке сначала были нарезаны все отверстия и пазы, а только потом заготовка была нарезана на конечные детали. ПБ - это не тот случай, смиритесь и запаситесь острым ножом, напильником и шкуркой.
Примеры заготовок ПБ
1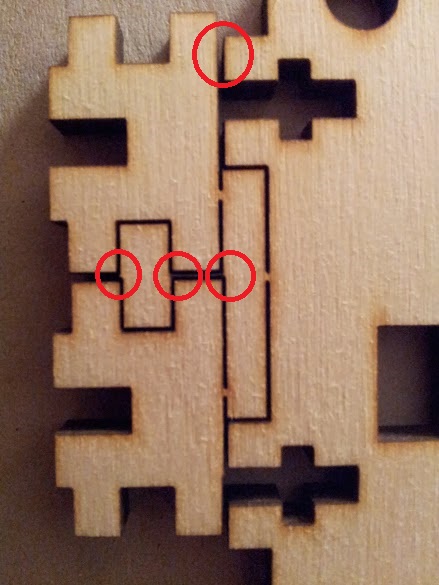
2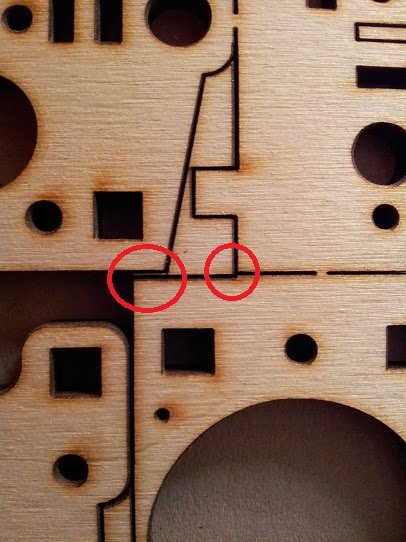
3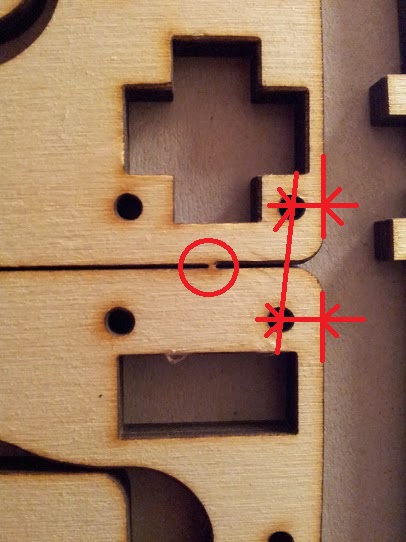
И количество отходов после обработки первой половины деталей 
Теперь непосредственно о сборке "бутербродов".
Бутерброды в основной массе своей следует собирать зеркально. Т.е. бОльшие диаметры с бОльшими, меньшие с меньшими.
Если одинаковые симметричные детали расположены на разных концах принтера или осей, то тоже зеркально. Иначе потеряете соосность.
Исключение составляют одинаковые, но изготовленные не зеркально детали (мне попалась пара таких в основании принтера). Т.е. те детали, которые как бы одинаковые и устанавливаются на принтер симметрично, стенки коробки-основания например, но на заготовке они были расположены и выпилены не зеркально… не вверх ногами… ну, вы поняли - в этом случае детали следует ставить как раз последовательно, иначе, опять же, нарушится соосность и "коробка" станет кривой и следующие детали уже не будут точно попадать в пазы друг друга. Вы будете мучиться, но они все равно не будут попадать. И коробку вы уже не разберете - она склеена. Вы же все тщательно проклеили? Вот. В этом случае спасет только урезание лишних частей.
Детали с отверстиями следует надевать на оси исключительно меньшими диаметрами. При этом если у вас одевается бутерброд, то готовить его следует бОльшими диаметрами к бОльшим соответственно. Это придаст бОльшую жесткость конструкции.
Все отверстия предварительно рекомендуется пройтись сверлом соответствующего диаметра, вручную, один-два оборота, не больше! Дело в том, что после лазерной резки края деталей и отверстий покрыты угольным слоем, который является прекрасной защитой древесины в случае трущихся деталей (шестеренки экструдера). Поэтому снимать этот слой категорически не рекомендуется, даже несмотря на грязные руки. Дополнительно для светлой фанеры черный контур придает эстетическую красоту.
С другой стороны, угольный слой несколько изменяет размер детали, что в случае с отверстиями уменьшает диаметр. Можно конечно учесть погрешность в размерах в процессе резки, но угольный слой не вечен и легко осыпается. В результате опять же потеряете в размерах, ось начнет шататься. Лучше всего пару раз пройтись сверлом и в натяг насадить на ось. И не забыть капнуть клея.
Кстати
Информация о том, что отверстия и детали имеют разный диаметр и размер с внешней и внутренней стороны, в инструкции всплывает в аккурат ближе к концу второй трети, когда большую часть принтера вы уже собрали неправильно.
Еще один момент. У американских изделий половина размеров - дюймовые. В моем конкретном случае дюймовыми были все винты и гайки, включая резьбы на направляющих. Отверстия оказались метрическими, под 8мм.
Головки на болтах, в половине случаев были крестовыми, а в половине на внутреннюю звездочку очень малого размера. Обзавестись набором малых звездочек лучше заранее.
Очень полезный совет: склеивайте все, что только можно склеить. ПВА для в данном случае подходит идеально. Он прекрасно склеивает фанеру, заполняет пустоты и умудряется даже ложится на жирные, промасленные оси, образуя твердую корку и препятствуя люфту и разбалтыванию.
Кстати
Клей ПВА действительно прекрасно разбавляется маслом, оно его не портит. Этот эффект применяется художниками, когда в масляные краски добавляют ПВА, для лучшей сцепки и адгезии. 
Обработка граней острым ножом, по необходимости, предпочтительнее шкурки или напильника. Меньше грязи.
Перед обработкой деревянных деталей рекомендуется покрасить все сразу пропиткой для дерева. Это придаст неповторимый цвет вашему принтеру и свяжет угольный слой на гранях. Фанера не будет рассыхаться в процессе эксплуатации и не будет больше пачкаться. Пропитанные грани будут меньше подвержены сколам, особенно на зубцах шестеренок.
Про шестеренки
Мне досталась первая версия ПБ Jr v1. У данной версии в экструдере используется две деревянные шестеренки.
Одна на валу мотора, склеивается из четырех частей 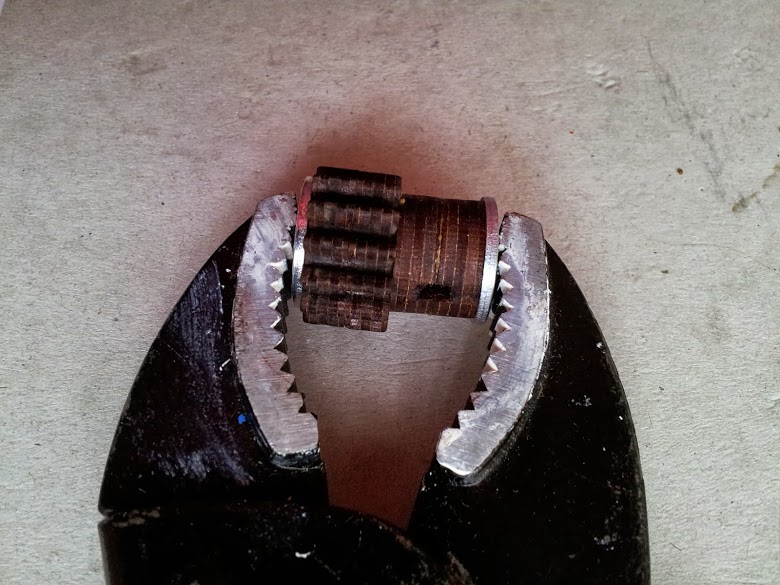
Внутрь двух гладких колец на ножке запрессовывается гайка, в которую через дырочку в правом боку и будет вкручиваться стопорный винт.
Вторая, большая, собирается из двух частей и садится на вал ребристого болта, который и протягивает пруток 
Чтобы большая шестерня не терлась внутренней стороной о подшипник рекомендуется под диаметр внешнего кольца подшипника проделать неглубокую, 1 мм канавку.
Для этих целей идеально подойдет домашний выжигатель, за одно и детство вспомните, и ребенку покажете.
В результате нагрузка на шестереночную пару существенно уменьшится, что значительно увеличит ресурс экструдера и особенно самих шестерней.
В дальнейшем, при освоении печати высокого разрешения, рекомендую не откладывая напечатать себе несколько комплектов пластиковых шестерней, можно из PLA. Они и прослужат дольше и точность печати повысят.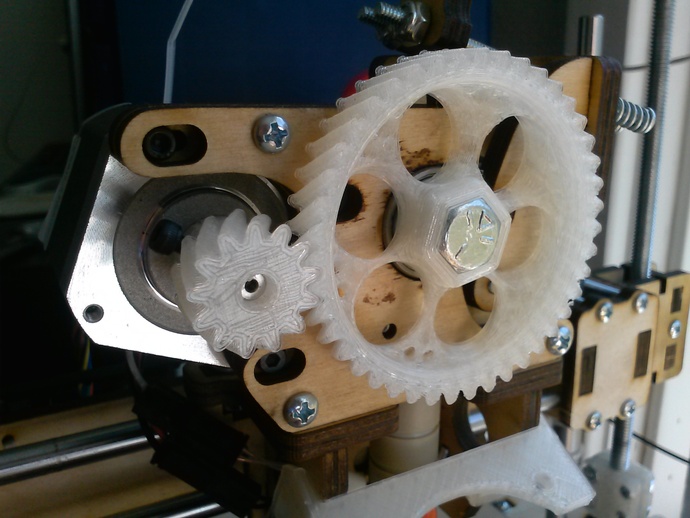
Выбрать модель по вкусу можно здесь, но рекомендую именно с косыми зубцами.
Если же вы не сможете отказаться от пленительной красоты деревянного шестеренчатого механизма, что произошло с автором, то рекомендую сразу же после установки обработать шестерни маслом WD и периодически повторять данную процедуру. Не беспокойтесь, фанера не расклеится, но разбухнет ровно на столько, чтобы исключить малейший люфт в паре. В дополнение масляные края большой шестерни будут значительно реже скалываться.
С большой шестерней есть еще один нюанс. В более ранних моделях она была склеена из двух частей фанеры, и в толщину была такой же как и малая шестерня. В более поздних моделях большая шестерня стала одинарной и в связи с возросшей нагрузкой на площадь зубца стала быстрее изнашиваться, не смазанные зубцы просто скалываются на глазах.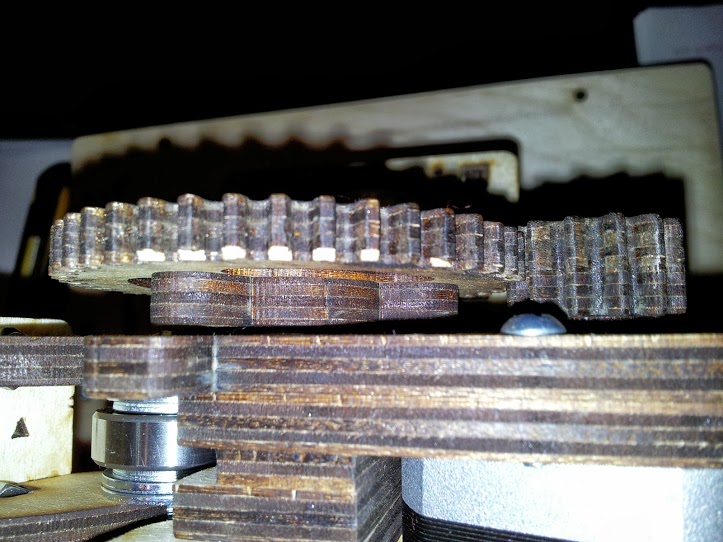
И еще один нюанс. Большая одинарная шестерня позиционируется относительно малой не по середине, а со смещением к внешнему краю малой шестерни. В этом случае ни в коем случае не склеивайте малую шестерню малыми диаметрами внутрь, только наружу! Это перенесет максимальную нагрузку на зуб большой шестерни с внешнего края ближе к середине.
Перерыв
Дороой Читатель!
Начиная с шестеренок я плавно перешел от вводной части непосредственно к сборке частей принтера. Однако объем фотоматериалов и текста советует мне прерваться, чтобы данное чтиво не вызвало у тебя преждевременного отторжения.
В следующей статье, а это будет продолжение второй части, я постараюсь завершить сборку принтера, провести калибровку и приступить к практическому использованию.